Astec Reverse Pulse Baghouse
Overview
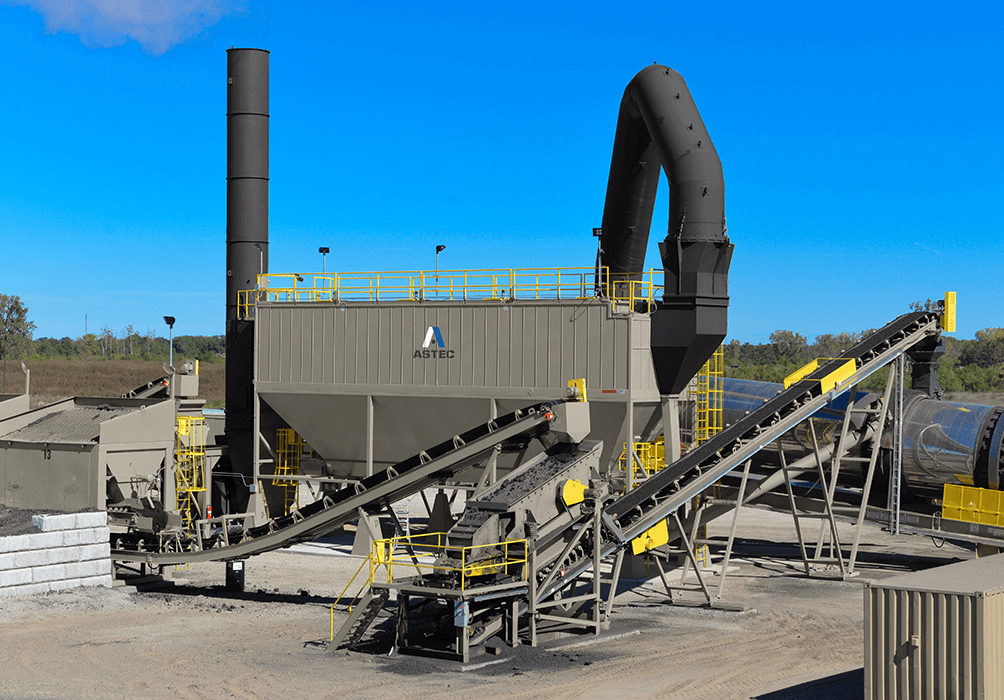
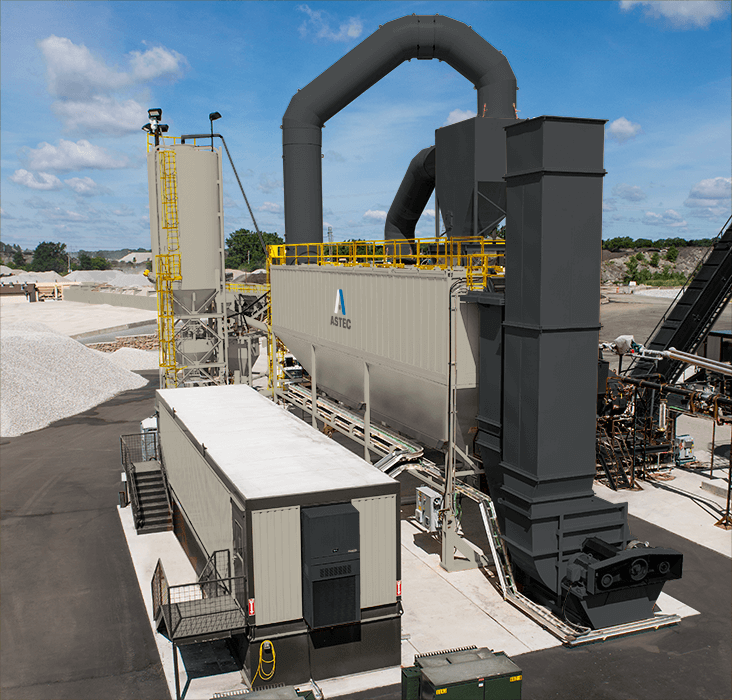
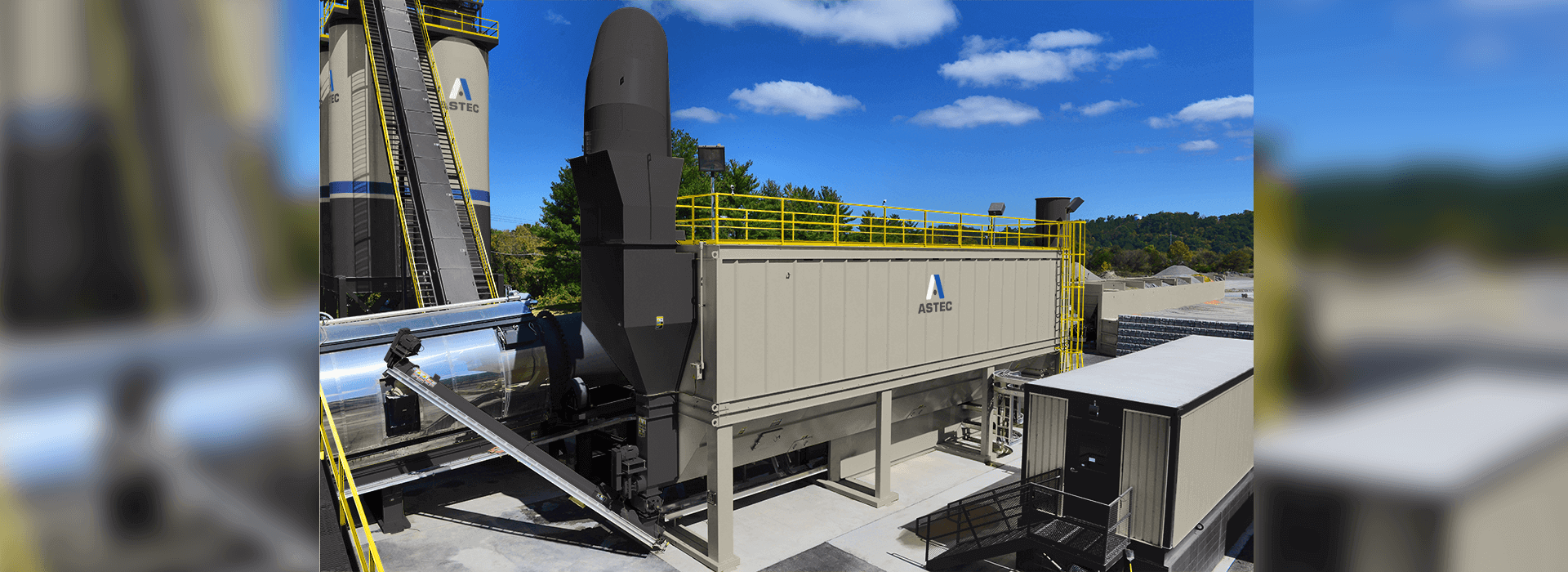
The Astec reverse pulse baghouse delivers superior performance and efficiency meeting the most stringent clean air standards.
Reverse pulse baghouses utilize a damper and a rotating turret to force air directly into the bag filters opposite the normal flow direction. Cleaning is accomplished by isolating a single section of filter bags then reversing the flow of air through them causing a gentle expansion. Accumulated dust dislodges from the bag filters and drops into the hopper beneath. Cleaning sequence and timing is adjustable from the control house. Modular in design, the relocatable reverse pulse baghouse can be fitted to your exact size requirements. The relocatable reverse pulse baghouse is available in a range of sizes from 5,000 to over 100,000 ACFM. t is a ruggedly constructed system featuring massive, weight distributing, pyramid style supports that provide a solid foundation. The interior is coated with epoxy paint to stop corrosion. The reverse pulse baghouse is insulated to help reduce condensation inside and to maintain temperature during a hot stop.
Astec Reverse Pulse Baghouse
Applications
-
![]()
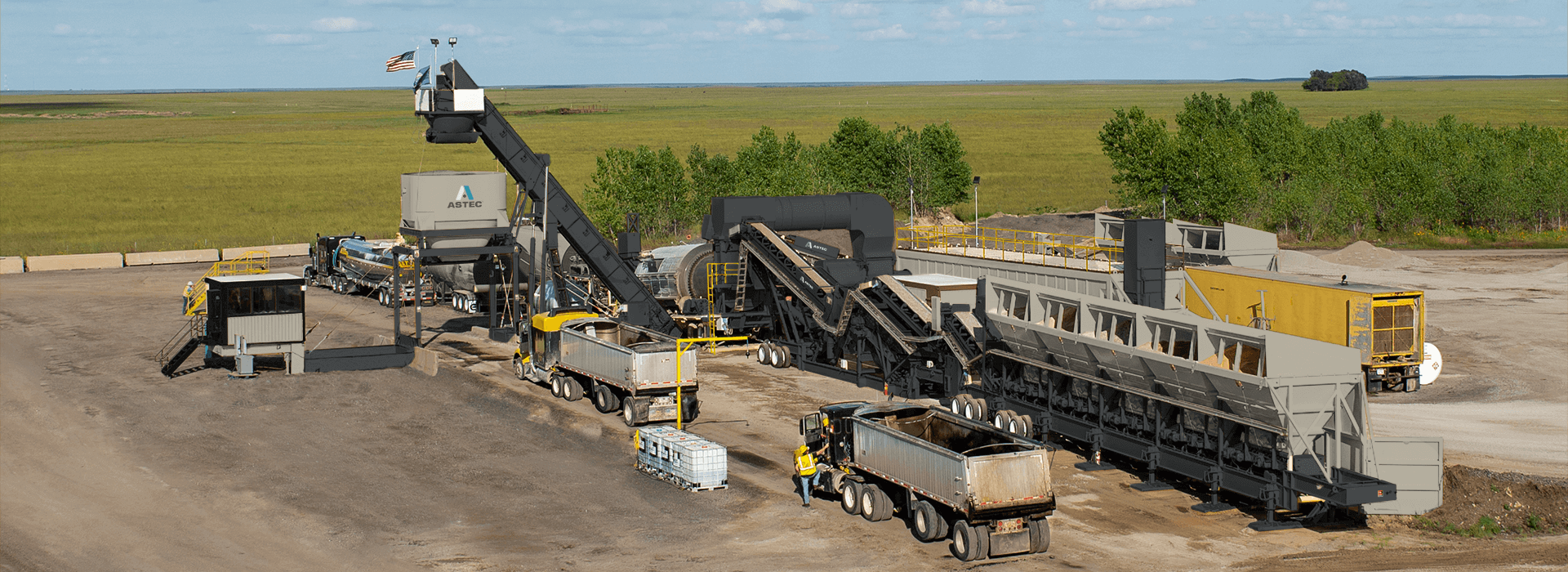
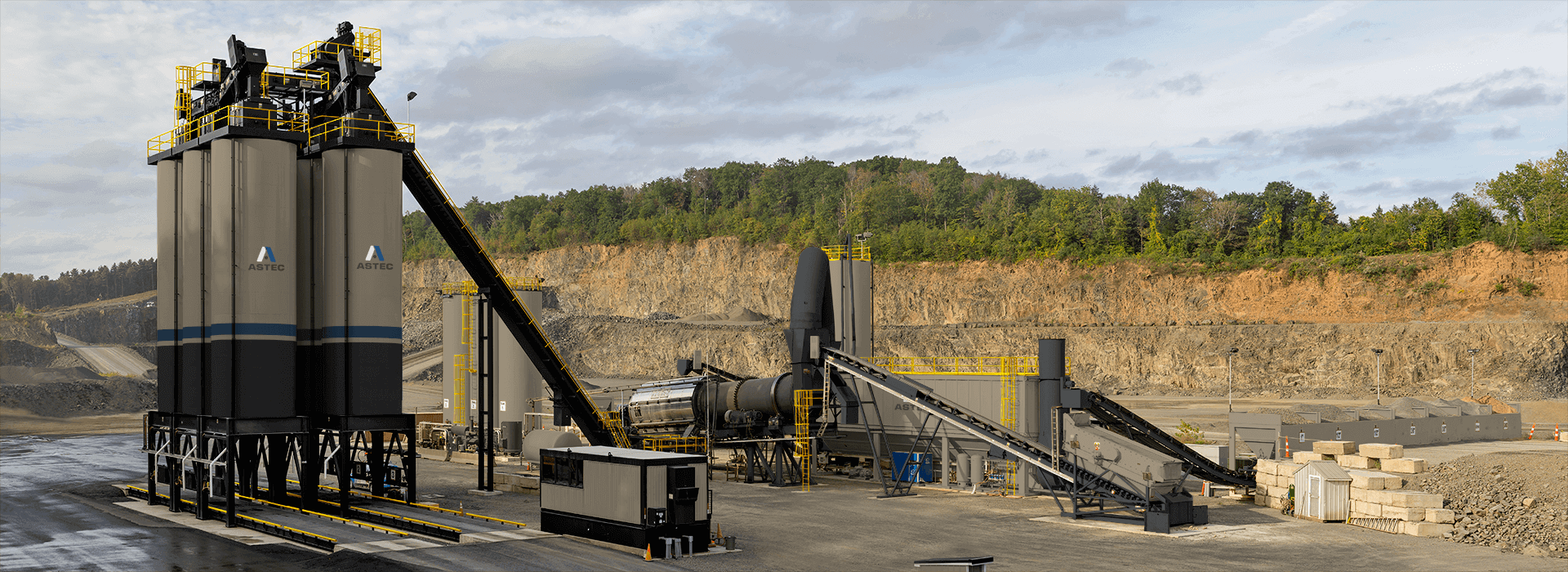
Asphalt Mixing
A thermal mixing process is required to turn aggregates and liquid AC into an asphalt pavement mix for road construction. This makes an asphalt mixing plant necessary for road construction. The complete line of Astec asphalt mixing plants, and its range of capacities and features, gives you the choices and flexibility to create your optimum solution.Learn More
Downloads
Media Gallery